عدم چسبندگی پرینت سه بعدی؛ چرا قطعه به صفحه نمیچسبد؟ | راهنمای جامع 2025
راهنمای کامل، گام به گام و فوق تخصصی برای ریشهیابی و رفع عدم چسبندگی پرینت سه بعدی در پرینترهای FDM
مقدمه؛ کابوسی به نام عدم چسبندگی پرینت سه بعدی
عدم چسبندگی پرینت سه بعدی (Bed Adhesion Failure) یکی از رایجترین و آزاردهندهترین مشکلات در دنیای چاپ سهبعدی است. همه کاربران، از مبتدی تا حرفهای، حداقل یک بار این تجربه تلخ را داشتهاند: پرینتر را روشن میکنید، فیلامنت با دقت بالا میآید، لایه اول با وسواس تنظیم شده، اما پس از چند دقیقه متوجه میشوید که لایهها از صفحه جدا شدهاند و یک آشفتگی بیشکل روی صفحه در حال حرکت است. این عدم چسبندگی پرینت سه بعدی نه تنها باعث هدر رفتن فیلامنت و زمان میشود، بلکه اعتمادبهنفس کاربر را نیز کاهش میدهد.
بر اساس آمار انجمنهای تخصصی چاپ سهبعدی، بیش از ۶۰٪ مشکلات کاربران تازهکار به عدم چسبندگی لایه اول مربوط میشود. حتی کاربران حرفهای نیز گاهی با تغییر فیلامنت یا فصل سرما با این معضل دست و پنجه نرم میکنند. چرا قطعه پرینت شده به صفحه نمیچسبد؟ این سوالی است که ذهن بسیاری را به خود مشغول کرده. پاسخ کوتاه این است: چسبندگی به صفحه یک فرآیند چندعاملی است و هرگونه نقص در یکی از این عوامل میتواند منجر به عدم چسبندگی پرینت سه بعدی شود. از تراز نبودن بستر گرفته تا دمای نامناسب، از کثیفی سطح تا تنظیمات اشتباه اسلایسر، همه در این معادله دخیلند.
۶۰٪
مشکلات کاربران تازهکار
۸۵٪
حل مشکل با تمیز کردن صفحه
۷۵٪
مرتبط با تراز بستر
در این مقاله، ابتدا به سراغ ریشههای اصلی عدم چسبندگی پرینت سه بعدی میرویم، سپس یک چکلیست عملی برای عیبیابی سریع ارائه میدهیم و در نهایت، بهترین روشهای تضمینشده برای بهبود چسبندگی پرینتر را معرفی میکنیم. با ما همراه باشید تا برای همیشه با این مشکل خداحافظی کنید.
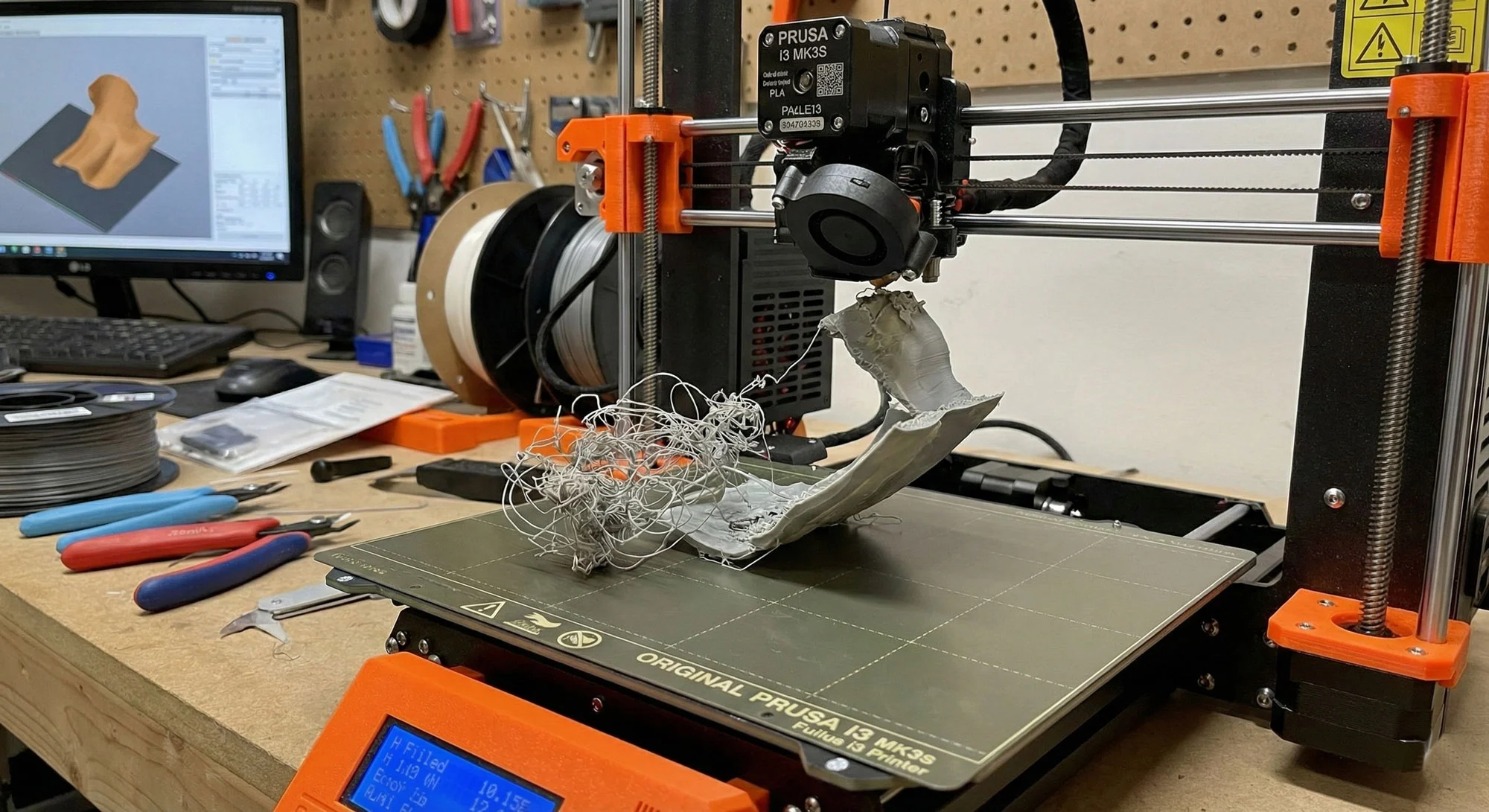
مشاهده در عمل: چرا قطعه از صفحه جدا میشود؟
در این ویدیو مشاهده میکنید که چگونه عدم چسبندگی لایه اول باعث لغزیدن قطعه و شکست کل فرآیند پرینت میشود.
دلایل اصلی عدم چسبندگی پرینت سه بعدی؛ ریشهیابی علمی
عدم چسبندگی پرینت سه بعدی معمولاً از ترکیب چند عامل ناشی میشود. در ادامه هر عامل را به صورت مجزا و با ذکر جزئیات فنی بررسی میکنیم.
۱. تراز نبودن بستر (Bed Leveling) – مهمترین عامل در عدم چسبندگی پرینت سه بعدی
اگر فاصله نازل تا صفحه در نقاط مختلف یکسان نباشد، در نقاطی که فاصله زیاد است، فیلامنت به صفحه فشرده نمیشود و چسبندگی رخ نمیدهد. در نقاطی که فاصله کم است، نازل به صفحه برخورد کرده و جریان فیلامنت را مسدود میکند. این مشکل شایعترین دلیل عدم چسبندگی پرینت سه بعدی است. برای رفع آن، باید بستر را با دقت بالا (ترجیحاً با روش کاغذ) کالیبره کنید. پرینترهای پیشرفته دارای سنسور اتوماتیک هستند، اما باز هم نیاز به تنظیم دستی offset دارند. هرگز تصور نکنید یک بار کالیبراسیون برای همیشه کافی است؛ هر چند وقت یکبار و به ویژه پس از جابجایی پرینتر، باید تراز را مجدداً بررسی کنید.
۲. دمای نامناسب نازل و بستر (عامل کلیدی در عدم چسبندگی پرینت سه بعدی)
دمای پایین نازل باعث میشود فیلامنت به خوبی ذوب نشود و نتواند با سطح درگیر شود. دمای پایین بستر نیز به ویژه برای موادی مانند ABS که انقباض حرارتی بالایی دارند، فاجعه است. برای PLA، دمای بستر ۶۰ درجه سانتیگراد ایدهآل است، در حالی که ABS به ۱۰۰-۱۱۰ درجه نیاز دارد. PETG نیز در دمای ۷۰-۸۰ درجه بهترین چسبندگی را دارد. فراموش نکنید که دمای محیط نیز مؤثر است؛ در زمستان ممکن است نیاز باشد بستر را ۵ درجه گرمتر کنید. بهبود چسبندگی پرینتر اغلب با تنظیم دقیق دما حاصل میشود.
۳. کثیفی سطح صفحه (چربی، گرد و غبار) و تأثیر آن بر عدم چسبندگی پرینت سه بعدی
صفحه پرینت باید کاملاً تمیز باشد. حتی یک اثر انگشت کوچک میتواند باعث جدا شدن قطعه از صفحه شود. چربی پوست، باقیمانده چسبهای قبلی، غبار و حتی ذرات ریز فیلامنت مزاحم هستند. بهترین روش تمیز کردن: استفاده از ایزوپروپیل الکل (۹۰٪ به بالا) و یک پارچه نخی نرم. هر چند چاپ یک بار، صفحه را با الکل تمیز کنید. برای چربیهای سنگین، میتوانید صفحه را با آب گرم و مایع ظرفشویی بشویید (البته اگر صفحه قابل شستشو باشد). پس از شستشو، از دست زدن به سطح صفحه خودداری کنید.
۴. عدم استفاده از مواد چسبنده (چسب، اسپری، نوار) و نقش آن در عدم چسبندگی پرینت سه بعدی
برخی فیلامنتها ذاتاً چسبندگی کمی دارند. برای مثال، ABS بدون کمک چسب به سختی روی شیشه میچسبد. استفاده از چسب ماتیکی (مانند UHU)، اسپری مو، یا محصولات تخصصی مانند 3DLac و Magigoo میتواند معجزه کند. هر کدام از این مواد لایهای میانی ایجاد میکنند که هم چسبندگی را افزایش میدهد و هم بعد از اتمام کار، جدا کردن قطعه را آسانتر میکند. انتخاب نوع چسب به جنس صفحه و فیلامنت بستگی دارد. در بخش جداگانه به مقایسه انواع چسبها میپردازیم.
۵. تنظیمات نادرست اسلایسر (Slicer Settings) و تأثیر آن بر عدم چسبندگی پرینت سه بعدی
اسلایسر مغز متفکر پرینت شماست. اگر تنظیمات لایه اول اشتباه باشد، حتی با بهترین سختافزار هم مشکل چسبندگی به صفحه رخ میدهد. مهمترین پارامترها: ارتفاع لایه اول (First Layer Height) باید کمی بیشتر از بقیه لایهها باشد (مثلاً ۰.۲۵ میلیمتر به جای ۰.۲). عرض اکستروژن لایه اول (First Layer Extrusion Width) را میتوان تا ۱۵۰٪ افزایش داد تا خط پهنتری ایجاد شود. سرعت لایه اول را کاهش دهید (حداکثر ۲۰-۳۰ میلیمتر/ثانیه). فن را برای لایه اول خاموش کنید. همچنین فعالسازی گزینههایی مانند Brim یا Raft برای قطعات با سطح تماس کم ضروری است.
۶. عوامل محیطی (جریان هوا، دمای اتاق) و نقش آن در عدم چسبندگی پرینت سه بعدی
جریان هوا ناشی از کولر، پنجره باز یا حتی حرکت افراد در کنار پرینتر میتواند باعث سرد شدن ناگهانی لایه اول و جمعشدگی (Warping) شود. این پدیده در ABS بسیار شدید است و قطعه را از صفحه جدا میکند. بهترین راهحل استفاده از انکلوژر (محفظه بسته) است. اگر انکلوژر ندارید، پرینتر را در گوشهای دور از جریان هوا قرار دهید و دمای اتاق را حداقل ۲۵ درجه نگه دارید. برخی کاربران با قرار دادن یک جعبه مقوایی بزرگ روی پرینتر، مشکل را حل میکنند.
۷. نوع فیلامنت و کیفیت آن در عدم چسبندگی پرینت سه بعدی
همه فیلامنتها یکسان ساخته نمیشوند. فیلامنت ارزان و بیکیفیت ممکن است حاوی ناخالصی، رطوبت یا قطر ناپایدار باشد. فیلامنتهای جاذب رطوبت (مانند نایلون و PETG) اگر خشک نباشند، حباب ایجاد کرده و چسبندگی را خراب میکنند. همچنین هر ماده رفتار خاص خود را دارد: PLA معمولاً چسبندگی خوبی دارد، ABS بدقلق است، PETG گاهی بیش از حد میچسبد و به صفحه آسیب میزند. پس قبل از هر چیز، از کیفیت فیلامنت و خشک بودن آن اطمینان حاصل کنید.
نکته کلیدی: اگر با عدم چسبندگی پرینت سه بعدی مواجه شدید، ناامید نشوید. به ترتیب موارد بالا را چک کنید. احتمال ۹۰٪ مشکل با کالیبراسیون مجدد و تمیز کردن صفحه حل میشود.
راهحلهای گامبهگام و عملی برای رفع عدم چسبندگی پرینت سه بعدی
در این بخش یک مسیر سیستماتیک برای رفع مشکل adhesion ارائه میدهیم. این مراحل را به ترتیب اجرا کنید تا به نتیجه برسید.
گام اول: کالیبراسیون دقیق بستر (با روش کاغذ و حسگر)
ابتدا اطمینان حاصل کنید که نازل در تمام نقاط صفحه فاصله یکسانی دارد. برای پرینترهای دستی، از روش کاغذ A4 استفاده کنید: کاغذ را بین نازل و صفحه قرار دهید و آنقدر تنظیم کنید که کشش ملایمی احساس شود. این کار را در حداقل ۵ نقطه (چهار گوشه و مرکز) انجام دهید. اگر پرینتر شما سنسور اتوماتیک (BLTouch) دارد، مطمئن شوید پروب به درستی کار میکند و افست Z (Z-offset) بهینه تنظیم شده است. پس از کالیبراسیون، یک مدل تست تکلایه چاپ کنید تا یکنواختی خطوط را بررسی کنید. این کار پایهایترین اقدام برای بهبود چسبندگی پرینتر و جلوگیری از عدم چسبندگی پرینت سه بعدی است.
گام دوم: تمیز کردن عمیق صفحه
صفحه را با ایزوپروپیل الکل ۹۰٪ یا بیشتر و یک دستمال نرم کاملاً تمیز کنید. اگر صفحه مدتهاست تمیز نشده، آن را با آب گرم و مایع ظرفشویی بشویید (اگر جنس صفحه اجازه میدهد) و سپس خشک کنید. پس از تمیزکاری، هرگز با دست به سطح صفحه دست نزنید. اگر از چسب استفاده میکنید، لایه نازکی از چسب را به طور یکنواخت روی صفحه بمالید. برای چسبهای مایع، میتوانید با برس آن را پخش کنید. این اقدام ساده، معجزه میکند و بسیاری از موارد عدم چسبندگی پرینت سه بعدی را برطرف میسازد.
گام سوم: تنظیم دمای نازل و بستر بر اساس فیلامنت
دمای پیشنهادی سازنده فیلامنت را بهدقت رعایت کنید. اما گاهی تنظیمات پیشفرض کافی نیستند. برای رفع مشکل چسبندگی PLA، دمای نازل را روی ۲۰۵-۲۱۰ درجه و بستر را روی ۶۵ درجه تنظیم کنید (کمی بالاتر از استاندارد). برای ABS، نازل ۲۴۵ درجه و بستر ۱۰۵ درجه. برای PETG، نازل ۲۴۰ درجه و بستر ۸۰ درجه. اگر در لایه اول متوجه شدید فیلامنت روان نیست، دما را ۵ درجه افزایش دهید. اگر بیش از حد مایع است و پخش میشود، دما را کاهش دهید.
گام چهارم: انتخاب و اعمال چسب یا پوشش مناسب برای جلوگیری از عدم چسبندگی پرینت سه بعدی
با توجه به نوع صفحه و فیلامنت، یکی از روشهای زیر را انتخاب کنید:
برای PLA روی شیشه: چسب ماتیکی (UHU) یا اسپری موی ارزان. یک لایه نازک بزنید و بگذارید خشک شود.
برای ABS: نوار کاپتون (Kapton tape) یا اسپری ABS Slurry (محلول ABS در استون). ABS Slurry چسبندگی فوقالعادهای ایجاد میکند.
برای PETG: محصولات تخصصی مانند Magigoo (که هم چسبندگی خوب و هم جداسازی آسان دارد). از چسبهای قوی مانند 3DLac نیز میتوان استفاده کرد.
صفحات PEI: اگر صفحه PEI دارید، معمولاً نیازی به چسب نیست، اما برای PETG ممکن است بیش از حد بچسبد. یک لایه نازک چسب جداکننده یا اسپری مو میتواند تعادل ایجاد کند.
گام پنجم: بهینهسازی تنظیمات اسلایسر برای لایه اول
در نرمافزار اسلایسر (Cura، PrusaSlicer، Simplify3D و…) این تنظیمات را اعمال کنید:
ارتفاع لایه اول: ۰.۲۵-۰.۳ میلیمتر (نسبت به ۰.۲ معمولی بیشتر)
عرض خط لایه اول: ۱۲۰-۱۵۰٪ (برای پهنای بیشتر و چسبندگی بهتر)
سرعت لایه اول: ۲۰ میلیمتر/ثانیه (کمتر از سرعت عادی)
دمای لایه اول: ۵-۱۰ درجه بیشتر از دمای عادی (میتوان در اسلایسر تنظیم کرد)
فن لایه اول: خاموش (۰٪)
فعالسازی Brim: برای قطعات با سطح تماس کم، Brim با ۵-۱۰ لبه اضافه کنید. برای قطعات بسیار کوچک، Raft انتخاب بهتری است.
گام ششم: استفاده از Brim، Raft یا Skirt برای پیشگیری از عدم چسبندگی پرینت سه بعدی
اگر قطعه شما سطح مقطع کوچکی دارد (مثلاً یک مجسمه باریک)، حتماً از Brim استفاده کنید. Brim محیط قطعه را به صفحه میچسباند و از بلند شدن لبهها جلوگیری میکند. عرض Brim را ۵-۱۰ میلیمتر تنظیم کنید. برای قطعات بسیار حساس یا با اشکال پیچیده، Raft (یک صفحه پایهای) گزینه مطمئنتری است. البته Raft فیلامنت بیشتری مصرف میکند و ممکن است سطح زیرین قطعه را کمی خشن کند. Skirt (محیط دور قطعه) برای گرم کردن نازل و بررسی جریان فیلامنت مفید است اما در چسبندگی تأثیر مستقیم ندارد.
گام هفتم: کنترل محیط و جلوگیری از جریان هوا
پرینتر را در محلی بدون باد و کوران قرار دهید. اگر در منطقه سردسیر زندگی میکنید، استفاده از انکلوژر (محفظه بسته) برای ABS و حتی PETG توصیه میشود. میتوانید انکلوژر بخرید یا خودتان با پلکسیگلاس یا حتی مقوا بسازید. دمای داخل انکلوژر بهمرور بالا میرود و از ایجاد تنشهای حرارتی جلوگیری میکند. همچنین مطمئن شوید فن لایه اول خاموش است و پس از چند لایه، فن به تدریج روشن شود.
تست نهایی: پس از اعمال تغییرات، یک مدل کوچک تست مانند “Benchy” یا یک مکعب ۲×۲ سانتیمتر چاپ کنید. اگر لایه اول عالی بود و قطعه تا انتها چسبید، مشکل عدم چسبندگی پرینت سه بعدی حل شده است.
مقایسه کامل روشهای افزایش چسبندگی برای جلوگیری از عدم چسبندگی پرینت سه بعدی
در این جدول تمامی روشهای رایج برای بهبود چسبندگی پرینتر را بر اساس نوع صفحه و فیلامنت مقایسه کردهایم.
روش / ماده
مناسب برای فیلامنت
مزایا
معایب
قیمت
دوام
چسب ماتیکی (UHU, Pritt)
PLA, PETG
ارزان، در دسترس، شستشو با آب، چسبندگی خوب
برای ABS مناسب نیست، نیاز به تجدید هر چند چاپ، ممکن است لک بزند
⬇️ بسیار کم
⬇️ کم
اسپری مو (تافت، بیوتی)
PLA, ABS (برخی)
ارزان، چسبندگی خوب، پوشش یکنواخت
بوی بد، ممکن است روی نازل بنشیند، برخی مارکها مؤثر نیستند
⬇️ کم
⬇️ متوسط
محصولات تخصصی (3DLac, Magigoo, Dimafix)
همه فیلامنتها (بسته به نوع)
چسبندگی عالی، طراحی شده برای پرینتر، جداسازی آسان، ماندگاری بالا
قیمت نسبتاً بالا، نیاز به خرید مجدد
⬆️ متوسط-بالا
⬆️ بالا
نوار کاپتون (Kapton Tape)
ABS (بسیار مناسب)
مقاومت حرارتی بالا، سطح صاف، چسبندگی خوب برای ABS
نصب دقیق نیاز دارد، ممکن است حباب ایجاد کند، برای PLA زیادی میچسبد
⬆️ متوسط
⬆️ بالا
نوار آبی (Painter’s Tape / 3M Blue)
PLA, PETG
چسبندگی خوب، تعویض آسان، سطح مات مناسب
برای ABS مناسب نیست، ممکن است پس از چند چاپ کیفیت خود را از دست بدهد
⬇️ کم
⬇️ متوسط
صفحات PEI (روی فنر یا شیشه)
PLA, ABS, PETG (با احتیاط)
چسبندگی عالی بدون نیاز به چسب (برای اکثر مواد)، طول عمر بالا، سطح صاف
هزینه اولیه بیشتر، برای PETG بیش از حد میچسبد و ممکن است به صفحه آسیب بزند (نیاز به چسب جداکننده)
⬆️ بالا (یک بار مصرف)
⬆️⬆️ بسیار بالا
صفحات BuildTak / شیشه + چسب
PLA, ABS (BuildTak)، همه (شیشه+چسب)
BuildTak: چسبندگی خوب، نصب آسان. شیشه+چسب: ترکیب ارزان و مؤثر
BuildTak فرسوده میشود و نیاز به تعویض دارد. شیشه سنگین است و ممکن است شکند.
BuildTak: متوسط، شیشه: کم
BuildTak: متوسط، شیشه: بالا
ABS Slurry (محلول ABS در استون)
ABS (فوقالعاده)
چسبندگی بینظیر برای ABS، جلوگیری کامل از Warping
بوی شدید استون، نیاز به تهویه، خطر آتشگیری، فقط برای ABS
⬇️ کم
⬆️ بالا
همانطور که مشاهده میکنید، هیچ روشی برای همه شرایط بهترین نیست. شما باید بر اساس فیلامنت غالب، بودجه و نوع صفحه خود انتخاب کنید. برای کاربران عمومی، ترکیب صفحه PEI + یک چسب سبک (مثلاً Magigoo یا حتی چسب ماتیکی) میتواند همهکاره باشد و از عدم چسبندگی پرینت سه بعدی جلوگیری کند.
عیبیابی سریع بر اساس علائم ظاهری عدم چسبندگی پرینت سه بعدی
گاهی با مشاهده نحوه چاپ لایه اول میتوانید دقیقاً بفهمید مشکل از کجاست. در ادامه علائم رایج و راهحل آنها را آوردهایم.
🔸 علائم: لایه اول به صورت خطوط نازک و جدا از هم (نخنخ) چاپ میشود
تشخیص: نازل بیش از حد به صفحه نزدیک است. فیلامنت جا برای خروج ندارد و به صورت رگههای نازک خارج میشود. راهحل: فاصله نازل را افزایش دهید (تراز مجدد با کاغذ، یا افزایش Z-offset). اگر پرینتر شما تراز اتوماتیک دارد، Z-offset را مثبتتر کنید.
🔸 علائم: فیلامنت به صورت مهرههای گرد یا قطرههای مجزا روی صفحه مینشیند و نمیچسبد
تشخیص: نازل خیلی از صفحه دور است. فیلامنت فرصت فشرده شدن ندارد و به شکل گلوله درمیآید. همچنین دمای نازل ممکن است پایین باشد. راهحل: فاصله نازل را کاهش دهید. دمای نازل را ۵-۱۰ درجه افزایش دهید. سرعت لایه اول را کم کنید.
🔸 علائم: گوشههای قطعه پس از چند دقیقه یا چند لایه بلند میشود (Warping / curling)
تشخیص: این نشانه کلاسیک تنشهای حرارتی است. ماده (معمولاً ABS یا PETG) در حال جمعشدن است و نیروی کافی برای جدا کردن قطعه از صفحه را دارد. دلیل اصلی: دمای بستر ناکافی، جریان هوا، یا نبود چسب کافی. راهحل: دمای بستر را افزایش دهید. از Brim با عرض بیشتر استفاده کنید. جریان هوا را قطع کنید. اگر ABS است، حتماً از انکلوژر و چسب قوی (ABS Slurry) استفاده کنید.
🔸 علائم: قطعه به شدت میچسبد و جدا کردن آن غیرممکن است
تشخیص: این مشکل برای PETG و گاهی PLA روی صفحات شیشهای یا PEI رخ میدهد. گاهی چسبندگی بیش از حد باعث شکستن صفحه یا آسیب به قطعه میشود. راهحل: دمای بستر را پس از پایان چاپ به تدریج کاهش دهید و صبر کنید صفحه خنک شود. برای صفحات شیشهای، میتوانید پرینتر را در فریزر بگذارید! یا از یک لایه چسب جداکننده (مانند چسب ماتیکی که خاصیت جداکنندگی نیز دارد) استفاده کنید. برای PETG روی PEI، یک لایه نازک اسپری مو یا چسب ماتیکی مانع از چسبندگی بیش از حد میشود.
🔸 علائم: لایه اول موجدار یا ناهموار است
تشخیص: نازل در برخی نقاط به صفحه میخورد و در برخی نقاط فاصله دارد. مشکل از تراز بستر است. راهحل: تراز بستر را مجدداً با دقت بیشتری انجام دهید. اگر صفحه کج است (مثلاً آلومینیوم خم شده)، ممکن است نیاز به اصلاح مکانیکی داشته باشید.
هشدار: اگر پس از تنظیمات باز هم عدم چسبندگی پرینت سه بعدی ادامه داشت، احتمال دهید فیلامنت رطوبت جذب کرده است. فیلامنت مرطوب هنگام چاپ صداهای تقتق میدهد و حباب ایجاد میکند. در این صورت، فیلامنت را در دستگاه خشککن (Filament Dryer) یا فر با دمای پایین خشک کنید.
راهنمای اختصاصی برای هر فیلامنت جهت جلوگیری از عدم چسبندگی پرینت سه بعدی
هر فیلامنت شخصیت خاص خود را دارد. در ادامه بهترین تنظیمات و روشهای بهبود چسبندگی برای رایجترین مواد را آوردهایم.
🟢 PLA (پلیلاکتیک اسید)
دمای نازل: ۲۰۰-۲۱۵°C | دمای بستر: ۵۰-۶۵°C (روی شیشه ۶۰°C عالی است) | روش چسبندگی پیشنهادی: چسب ماتیکی (UHU) روی شیشه، یا صفحه PEI بدون چسب. اگر صفحه شیشهای ساده است، حتماً چسب بزنید. PLA معمولاً چسبندگی خوبی دارد، اما در قطعات بزرگ ممکن است گوشهها بلند شود. از Brim استفاده کنید. سرعت لایه اول ۲۰ میلیمتر/ثانیه، فن خاموش.
🟠 ABS (اکریلونیتریل بوتادین استایرن)
دمای نازل: ۲۳۰-۲۶۰°C | دمای بستر: ۹۰-۱۱۰°C | روش چسبندگی پیشنهادی: حتماً از انکلوژر استفاده کنید. بهترین چسب: ABS Slurry (محلول ABS در استون) روی شیشه یا نوار کاپتون. همچنین میتوانید از چسب 3DLac یا نوار کاپتون استفاده کنید. Brim با عرض ۱۰ میلیمتر ضروری است. سرعت لایه اول ۱۵ میلیمتر/ثانیه. دمای محیط بالا (حداقل ۳۰°C داخل انکلوژر) برای جلوگیری از Warping حیاتی است.
💧 PETG (پلیاتیلن ترفتالات گلیکول)
دمای نازل: ۲۳۰-۲۵۰°C | دمای بستر: ۷۰-۸۰°C | روش چسبندگی پیشنهادی: PETG میتواند بیش از حد بچسبد و به صفحه آسیب بزند. بهترین ترکیب: صفحه PEI + یک لایه نازک چسب ماتیکی (به عنوان جداکننده). یا استفاده از Magigoo که مخصوص PETG طراحی شده. روی شیشه، حتماً چسب (مانند 3DLac) بزنید. از Brim استفاده کنید اما مراقب باشید Brim زیاد به سختی جدا نشود. سرعت لایه اول ۲۰ میلیمتر/ثانیه، فن خاموش.
⚙️ نایلون (PA – پلیآمید)
دمای نازل: ۲۴۰-۲۷۰°C | دمای بستر: ۷۰-۹۰°C (برخی نیاز به ۱۱۰°C دارند) | روش چسبندگی پیشنهادی: نایلون بسیار جاذب رطوبت و بدقلق است. بهترین روش: چسب مخصوص نایلون (مانند Magigoo PA) یا چسب ماتیکی قوی + صفحه PEI. همچنین میتوانید از نوار آبی (۳M Blue) استفاده کنید. انکلوژر ضروری است. حتماً Brim عریض (۱۰-۱۵ میلیمتر) بزنید. فیلامنت باید کاملاً خشک باشد.
🔥 پلیکربنات (PC)
دمای نازل: ۲۶۰-۳۰۰°C | دمای بستر: ۱۰۰-۱۲۰°C | روش چسبندگی پیشنهادی: نیاز به انکلوژر با دمای بالا (۵۰-۶۰°C داخل). بهترین چسب: چسبهای تخصصی PC (مانند Magigoo PC) یا نوار کاپتون. حتماً از Brim استفاده کنید. این ماده بسیار مستعد Warping است.
نکته حرفهای: برای مواد سخت، ترکیب صفحه گرم + چسب مخصوص + Brim + انکلوژر، چهار رکن موفقیت هستند و از عدم چسبندگی پرینت سه بعدی جلوگیری میکنند.
اشتباهات رایج که باعث عدم چسبندگی پرینت سه بعدی میشود
اشتباه ۱: تصور اینکه یک بار کالیبراسیون برای همیشه کافی است. (بستر به مرور زمان از تنظیم خارج میشود).
اشتباه ۲: دست زدن به صفحه پس از تمیز کردن. (چربی پوست دشمن شماره یک چسبندگی است).
اشتباه ۳: استفاده از دمای ثابت برای همه فیلامنتها. (هر فیلامنت دمای خاص خود را میطلبد).
اشتباه ۴: تنظیم ارتفاع لایه اول بیش از حد کم یا زیاد. (همان اندازه کاغذ ایدهآل است).
اشتباه ۵: روشن بودن فن در لایه اول. (فن باید برای چند لایه اول خاموش بماند).
اشتباه ۶: استفاده از فیلامنت مرطوب. (رطوبت باعث ایجاد حباب و کاهش چسبندگی میشود).
اشتباه ۷: عدم استفاده از Brim برای قطعات کوچک. (قطعات با سطح تماس کم نیاز به کمک دارند).
اشتباه ۸: باز گذاشتن درب یا پنجره در حین پرینت ABS. (جریان هوا قطعه را نابود میکند).
اشتباه ۹: انتظار معجزه از یک روش. (ترکیبی از چند روش همیشه مؤثرتر است).
منابع و لینکهای مفید برای رفع عدم چسبندگی پرینت سه بعدی
برای مطالعه بیشتر و مشاهده راهنماهای تصویری، میتوانید به منابع زیر مراجعه کنید:
این منابع میتوانند اطلاعات بیشتری در اختیار شما بگذارند و به رفع عدم چسبندگی پرینت سه بعدی کمک کنند.
نتیجهگیری نهایی؛ چسبندگی هنر است!
عدم چسبندگی پرینت سه بعدی یکی از قابلحلترین مشکلات در چاپ سهبعدی است. با دانشی که در این مقاله کسب کردید، اکنون میتوانید به عنوان یک کارآگاه، ریشه مشکل را پیدا کرده و با چند راهحل ساده اما مؤثر، آن را برطرف کنید. به خاطر داشته باشید که چسبندگی موفق حاصل جمع جبری چند عامل است: بستر تراز و تمیز، دمای مناسب، فیلامنت با کیفیت، تنظیمات درست اسلایسر، و گاهی کمک گرفتن از مواد چسبنده. هیچ فرمول جادویی واحدی وجود ندارد، اما با آزمون و خطا و ثبت تنظیمات موفق، میتوانید به یک روند پایدار و بدون دردسر برسید.
توصیه نهایی ما: یک چکلیست تهیه کنید و قبل از هر چاپ مهم، آن را مرور کنید: آیا بستر تراز است؟ آیا صفحه تمیز است؟ آیا دمای نازل و بستر برای این فیلامنت مناسب است؟ آیا از چسب یا Brim استفاده کردهام؟ آیا فن لایه اول خاموش است؟ با این عادت ساده، میزان موفقیت چاپهای شما به طور چشمگیری افزایش خواهد یافت. و اگر باز هم با عدم چسبندگی پرینت سه بعدی مواجه شدید، ناامید نشوید؛ به این مقاله بازگردید و دوباره بررسی کنید. هر مشکلی راه حلی دارد.
جمله طلایی:
“لایه اول، پادشاه چاپ است. اگر پادشاه سقوط کند، همه چیز از بین میرود.”
پرسشهای متداول درباره عدم چسبندگی پرینت سه بعدی
❓ چرا با وجود تراز بودن، باز هم قطعه جدا میشود؟
ممکن است صفحه چرب باشد یا دمای بستر کافی نباشد. همچنین ممکن است فیلامنت مرطوب باشد. عدم چسبندگی پرینت سه بعدی اغلب ترکیبی از عوامل است.
❓ بهترین چسب برای پرینتر سه بعدی چیست؟
برای PLA، چسب ماتیکی ارزان و مؤثر است. برای ABS، ABS Slurry یا نوار کاپتون. برای همهمنظوره، محصولات تخصصی مانند 3DLac یا Magigoo توصیه میشوند. انتخاب بستگی به نیاز شما و نوع عدم چسبندگی پرینت سه بعدی دارد.
❓ آیا صفحه PEI بدون چسب کار میکند؟
برای PLA و ABS بله، اما برای PETG ممکن است بیش از حد بچسبد و نیاز به یک لایه جداکننده (مثل چسب ماتیکی) داشته باشید. PEI یکی از بهترین راهها برای بهبود چسبندگی پرینتر است.
❓ چگونه بفهمم فیلامنت رطوبت دارد؟
هنگام چاپ صداهای خش خش و تقتق میدهد، سطح چاپ خشن است و حباب مشاهده میشود. این مشکلات میتوانند علت جدا شدن قطعه از صفحه باشند.
❓ آیا Brim همیشه لازم است؟
برای قطعات با سطح تماس کم، بله. برای قطعات بزرگ که سطح مقطع زیادی دارند، معمولاً نیازی نیست. اما اگر با عدم چسبندگی پرینت سه بعدی مواجه هستید، افزودن Brim یک راهحل سریع است.
🏗️ اسبِ بخارِ تولید دیجیتال؛ طراحی شده برای کاربری ۲۴/۷ Bambu Lab P1 Series ترکیب بینقصِ پایداریِ فولاد و سرعتِ CoreXY. با سری P1، کارگاه خود را به یک کارخانه هوشمند تبدیل کنید. شتاب در حرکت 20,000 mm/s² دمای صفحه […]
🚀 مرزهای سرعت و دقت جابجا شد! Bambu Lab A1 Mini انقلاب در تولید دیجیتال؛ وقتی قدرت صنعتی در مشت شماست. سریعترین و هوشمندترین پرینتر رومیزی جهان را بشناسید. شتاب بینظیر 10,000 mm/s² کالیبراسیون Full Auto سیستم رنگ AMS Lite […]
اگر به تازگی صاحب یک پرینتر سهبعدی شدهاید یا قصد خرید آن را دارید، احتمالاً به این فکر میکنید که چطور میتوانید از این دستگاه شگفتانگیز کسب درآمد با پرینتر سهبعدی داشته باشید. در ایران با توجه به رشد فرهنگ […]
📑 فهرست مطالب 🚀 مقدمه: چرا پرینتر سهبعدی؟ 🛠️ انتخاب تکنولوژی: FDM یا SLA؟ 🏆 ۵ پرینتر برتر سال ۱۴۰۴ 💰 تحلیل مالی و بازگشت سرمایه 🎯 ۵ ایده پولساز برای شروع ⚠️ چکلیست قبل از راهاندازی ❓ سوالات متداول […]
بررسی اسکنر Shining 3D: دلیل برای انتخاب دقت صنعتی با قیمت رقابتی در دنیای پرشتاب فناوری دیجیتال، اسکنر Shining 3D به یکی از ارکان اصلی فرآیند طراحی، مهندسی معکوس، کنترل کیفیت و حتی مستندسازی میراث فرهنگی تبدیل شده است. در […]
«جهان سه بعدی» متولد شد تا فاصله میان تخیل و واقعیت را از بین ببرد. ما با استفاده از جدیدترین تجهیزات چاپ سهبعدی، متخصص تبدیل فایلهای دیجیتال شما به محصولات فیزیکی با بالاترین کیفیت هستیم. از فیگورهای کلکسیونی تا قطعات مهندسی، ما خالق ایدههای شماییم.











نظرات کاربران